How to Size a Pump: A Practical, Insightful Guide
Sizing a pump is not simply about choosing a machine that can “move the liquid.” It is about matching the pump to the system so that the required flow is delivered reliably, efficiently, and safely over the long term. A pump that is too small will fail to meet demand. A pump that is too large may waste energy, create noise and vibration, damage equipment, and operate far from its best efficiency point. Good pump sizing is therefore both a technical calculation and an engineering judgment.
1. Start with the real duty, not the pump
Before selecting a pump, define exactly what the process requires. The key question is not “What pump should I buy?” but “What must the system do?”
The first duty point is the required flow rate. This may be expressed in m³/h, L/s, or gpm, depending on the application. But flow alone is never enough. You must also know where the liquid is being picked up from, where it must go, and what resistance it will face along the way. In other words, pump sizing begins with the system, not the equipment.
A common mistake is to assume that flow rate is the only major requirement. In reality, the pump must overcome the entire hydraulic burden of the system. That burden is what determines the head.
2. Determine the total dynamic head
The heart of pump sizing is the total dynamic head, often abbreviated TDH. This is the total energy per unit weight of fluid that the pump must supply to move the liquid through the system.
TDH is made up of several components:
- Static head is the vertical distance between the liquid source and the discharge point. If the liquid must be lifted to a higher elevation, the pump must supply enough energy to overcome that elevation difference.
- Friction losses occur as the liquid travels through pipes, valves, bends, filters, heat exchangers, and other fittings. These losses increase with pipe length, roughness, and flow velocity.
- Pressure head may be required if the liquid must enter a pressurized vessel, boiler, or process line with a specified discharge pressure.
The pump must be selected to provide the flow rate at this total head. This is the actual operating point the pump must achieve.
Click Here to Join the Over 10,000 Students Taking Highly Rated Courses in Manufacturing, Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
3. Understand the fluid being pumped
A pump is not sized in a vacuum. The properties of the liquid matter greatly.
If the fluid is water-like, a standard centrifugal pump may be ideal. But if the fluid is viscous, corrosive, hot, abrasive, volatile, or contains solids, the pump selection changes. Viscosity can significantly reduce the actual capacity and efficiency of a pump. Corrosive liquids may require special materials. Slurries may need pumps designed to handle wear and erosion. Hot fluids may create vaporization or sealing problems. Volatile liquids may increase cavitation risk.
Density also matters because it influences power requirement. A denser liquid requires more power for the same flow and head.
This is why pump sizing is not just hydraulic; it is also a materials and process-compatibility problem.
4. Calculate the power requirement
Once the flow rate and head are known, the hydraulic power can be estimated. A common expression is:
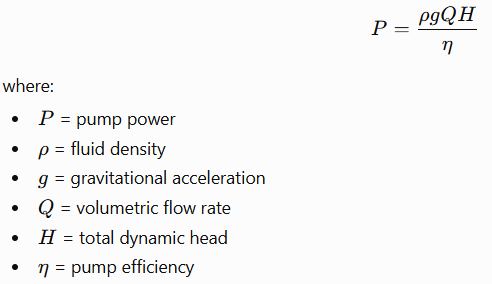
This formula shows a very important truth: pump power rises with flow, head, and fluid density, but falls when efficiency improves. So a pump is not properly sized if it merely “works.” It should work efficiently.
Many problems in plant operation come from ignoring efficiency. An oversized pump may meet flow demand, but it often does so by throttling flow, consuming unnecessary energy, and operating away from its optimal point. That hidden energy cost can be very significant over the life of the equipment.
5. Select the correct pump type
Different applications require different pump types.
- Centrifugal pumps are the most common. They are suitable for large flow rates, relatively low to moderate heads, and clean or lightly contaminated liquids. They are simple, economical, and easy to maintain.
- Positive displacement pumps are used when accurate flow delivery, high pressure, or viscous service is involved. These include gear pumps, diaphragm pumps, screw pumps, and piston pumps. They are especially useful when the flow must remain nearly constant despite pressure changes.
The choice of pump type is not a final step; it is a fundamental part of sizing. A poor pump type selection can make an otherwise correct calculation useless. For example, using a centrifugal pump for a highly viscous fluid may result in poor performance, high energy consumption, and mechanical strain.
Click Here to Join the Over 10,000 Students Taking Highly Rated Courses in Manufacturing, Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
6. Match the duty point to the pump curve
Every pump has a performance curve showing how flow varies with head, efficiency, and power. The objective is to find a pump whose curve intersects the required duty point near its best efficiency point, or BEP.
The BEP is the operating region where the pump runs most smoothly and efficiently. Pumps operated too far to the left or right of this point can suffer from vibration, recirculation, overheating, cavitation, and premature wear.
This is why selecting a pump by one number alone is dangerous. A pump may technically deliver the required flow and head, yet still be a bad choice if the duty point is too far from BEP.
A good sizing process therefore asks:
- Does the pump meet the required flow?
- Does it meet the required head?
- Is it efficient at that point?
- Does it operate safely across expected variations in demand?
7. Check suction conditions and NPSH
One of the most overlooked parts of pump sizing is suction performance. Even a correctly sized pump will fail if the suction conditions are poor.
A key term here is Net Positive Suction Head, or NPSH. The available NPSH in the system must be greater than the NPSH required by the pump. If not, the liquid may vaporize at the pump inlet, causing cavitation.
Cavitation is one of the most destructive pump problems. It produces noise, vibration, performance loss, and impeller damage. In practice, it can shorten pump life dramatically.
So proper sizing must always include a suction review:
- Is the suction pipe large enough?
- Is the liquid level adequate?
- Are there excessive bends or restrictions?
- Is the fluid hot enough to vaporize easily?
Good pump sizing is not only about pushing liquid forward; it is also about ensuring the pump can inhale it properly.
Click Here to Join the Over 10,000 Students Taking Highly Rated Courses in Manufacturing, Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
8. Consider future operating conditions
A pump should be sized for the real operating range, not just one ideal point. Systems change over time. Production may increase. Piping may foul. Fluids may become more viscous. Filters may clog. New equipment may be added.
This means the selected pump should have enough flexibility for normal variations, but not so much excess capacity that it spends its life throttled down. Oversizing is often more harmful than slight underestimation, because an oversized pump can create chronic inefficiency and reliability problems.
A well-sized pump is one that works comfortably within its design envelope.
9. Factor in the driver and mechanical details
Sizing the pump is not complete until the motor and mechanical arrangement are also checked. The motor must provide enough power with a reasonable margin. The shaft seal, bearings, coupling, baseplate, and alignment requirements must all be suitable for the service.
A pump that is hydraulically correct but mechanically mismatched may still fail in operation. For example, a high-speed pump may demand careful alignment, strong foundation support, and robust sealing arrangements. These practical details matter as much as the equations.
10. The engineering mindset behind good sizing
At its core, pump sizing is the discipline of balance. The goal is not maximum capacity, but optimum fit. The best pump is not the biggest one. It is the one that satisfies the process requirement with the least waste and the greatest reliability.
A good engineer asks:
- What does the system truly need?
- What does the fluid demand?
- What operating range is expected?
- What are the risks if conditions change?
- How can the pump run efficiently for years, not just pass a test?
That is why pump sizing is a design decision, not a shopping decision.
Click Here to Join the Over 10,000 Students Taking Highly Rated Courses in Manufacturing, Quality Assurance/Quality Control, Project Management, Engineering, Food Safety, Lean Six Sigma, Industrial Safety (HSE), Lean Manufacturing, Six Sigma, ISO 9001, ISO 14001, ISO 22000, ISO 45001, FSSC 22000, Product Development etc. on UDEMY.
Conclusion
To size a pump properly, begin with the process duty, calculate the total dynamic head, evaluate the fluid properties, estimate power, choose the correct pump type, check the pump curve, and verify suction conditions through NPSH. Then confirm that the motor and mechanical components are capable of supporting the duty.
In simple terms, the process is this: define the need, quantify the resistance, match the pump, and protect the system.
A properly sized pump saves energy, reduces maintenance, improves reliability, and supports stable operation. A poorly sized pump does the opposite. That is why pump sizing is one of the most important practical skills in process and mechanical engineering.